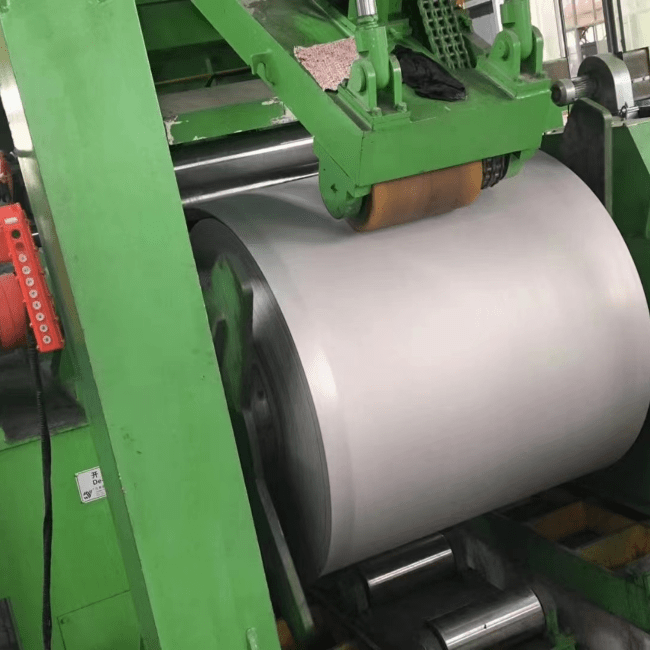

намотка з нержавіючої сталі 321
Нержавча гумова стрічка є поширеною формою продукції з нержавчої сталі, зазвичай виготовлюється з листа чи стрічки нержавчої сталі шляхом закручення та формування, що спрощує транспортування, зберігання та подальшу обробку.
- Огляд
- Рекомендовані продукти
Матеріал та класифікація
1. Нержавільні сталеві котушки головним чином діляться на наступні категорії в залежності від різних матеріальних складових:
2. Аустенітична нержавіла сталь: наприклад, 304 (06Cr19Ni10), 316 (06Cr17Ni12Mo2), висока корозійна стійкість, широко використовується.
3. Мартенситна нержавіла сталь: наприклад, 410 (12Cr13), висока твердість, зазвичай використовується у різальному інструменті, механічних деталях.
4.Ферритна нержавіюча сталь: наприклад, 430 (10Cr17), викидає опору, низька вартість, головно використовується для Головна сторінка техніки побутового призначення, декору.
5.Дуплексна нержавіюча сталь: наприклад, 2205 (022Cr23Ni5Mo3N), має високу міцність та корозійну стійкість, використовується в хімічній промисловості, морському середовищі.


Загальні специфікації
1.Товщина: 0.1мм~6.0мм (тонка плита звичайно 0.3~3.0мм).
2.Ширина: зазвичай 1000мм, 1219мм, 1500мм тощо, може бути зроблена на замовлення.
3. Вага рулона: зазвичай 5~20 тонн/рулон, регулювана відповідно до товщини і ширини.
4. Внутрішній діаметр: внутрішній діаметр ядра рулона переважно 508 мм (20 дюймів) або 610 мм (24 дюйми).
Обробка поверхні
1.2B поверхня: яскраво відновлена після холодного катання, гладка поверхня, найбільш поширенна.
2.BA поверхня: дзеркально яскраве оброблення, висока відбиткова здатність, використовується для преміум декору.
3.№1: кислотна обробка після гарячого катання, більш шorstка поверхня, призначенна для промислового використання.
4.Зачищена поверхня (HL): текстура, утворена механічним чином, красива і відбивна до сколів.
5.Пісочна обробка: матова текстура, загальноприйня для архітектурного декору.
Виробничий процес
1.Гаряче прокатування: болванки гріються та проковуються в більш товсті котушки, поверхню необхідно еталонувати, щоб видалити оксидний шар.
2.Холодне прокатування: гаряче проковані котушки холодно проковуються та стискаються, маючи вищу точність та гладшу поверхню.
3.Відновлення: Вилучення робочої закалювання та відновлення м'якості матеріалу.
4.Розріз/різка: розрізати на різні ширини або плоскі листи за необхідностю.
Застосування поліща
1.Будівельне украшання: ліфтове украшання, куртайн-стіна, двері та вікна тощо.
2.Виробництво побутової техніки: холодильник, пральна машина, панель для витягового шкафа.
3.Сфера харчування та медицини: кухонне обладнання, хірургічні інструменти (потрібен 316 та інші медичні марки нерозчинної сталі).
4.Промислове обладнання: хімічні трубопроводи, зберігаючі баки, механічні деталі.
5.Автомобільна промисловість: вихропроводні труби, декоративні смужки (часто використовуються 409, 439 тощо).


Переваги
1.Стійкість до корозії: хромовий елемент утворює пасивну фільму, яка опорується кислотам, щелюкам та вологим середовищам.
2.Висока міцність: твердість збільшується після холодної прокатки, придатна для несучих конструкцій.
3.Легка обробка: можна штампувати, зварювати та гнути для адаптації до різноманітних процесів.
4. Приязність до середовища: 100% перероблювані, відповідають вимогам стійкого розвитку.
Примітки щодо вибору та покупки
1. Підтвердження стандартів матеріалу: наприклад, ASTM (Американський стандарт), JIS (Японський стандарт), GB (Національний стандарт).
2. Перевірка якості поверхні: немає царапин, вдавлень, різниці у кольорі та інших дефектів.
3. Допустимий діапазон товщини: виберіть точність (±0.02мм) або загальний допуск в залежності від використання.
4. Протиплівні вимоги: для прибережних або сильно забруднених територій рекомендується використовувати матеріали з більшою стійкістю до корозії, такі як 316, 2205 тощо.
Часто поставляні питання на ринку
1. Коливання цін: впливають майбутні ціни на нікель, хром і інші метали.
2. Підмінні матеріали: необхідно перевіряти склад за допомогою спектрометра, щоб уникнути недостатніх (наприклад, 201 виглядає як 304).